By Alicia Battaglia, Graduate Student and Education and Outreach Coordinator of the Green Chemistry Initiative at the University of Toronto
Goal of the Workshop
The goal of this workshop was to offer graduate students a chance to learn about green chemistry and discover practical methods for integrating it into their own research projects. Additionally, the workshop included discussions on alternative career paths in chemistry, such as opportunities in non-profit organizations.
Workshop Content
During the first portion of the workshop, participants engaged in an interactive session led by Dr. Juliana Vidal from Beyond Benign, focusing on practical applications of green chemistry that can be used in a research context, such as solvent selection, waste prevention, and energy conservation, to name a few. After learning about these resources, students collaborated in small groups to generate ideas on how to integrate these newly acquired tools and insights into their own research projects. This activity allowed students to gather a better understanding of the considerations that one needs to consider to call one’s reaction green. They realized that, in some cases, the electrical equipment (i.e. fumehoods, vacuum pumps, gloveboxes) were what weighted the most in terms of green chemistry.
After lunch, Jasmine Hong, a student representative from Green Chemistry McGill, shared insights on how to bring green chemistry to your own institution. She discussed several ways that you can engage your campus, such as getting your department involved (glove recycling program, GCC signing), starting your own student group (hosting events to engage student body), and making connections with other universities. Other participants can consider adopting these strategies at their own institutions.
Following this, participants took part in a career panel discussion featuring a variety of esteemed figures in the field of green chemistry, including Juliana Vidal (Beyond Benign, non-profit organization), John Warner (President and CEO of The Technology Greenhouse, recognized as the “father of green chemistry”), and Areej Nitowski (educational manager at MilliporeSigma, a leading global chemical corporation). The panelists shed light on their career journey, shared tips on the application process, and discussed a typical day in their profession. One of the most notable pieces of advice that the participants received was from John Warner, in which he stated that “the world needs excellent chemists.” He stressed the importance of collaboration, and that chemists should talk and work together with people in other disciplines (i.e. business, law) to more efficiently tackle today’s issues. Furthermore, Areej Nitowski recommended that students become more active in their local community, specifically interacting with high school students and showing them their passions and the importance of chemistry in today’s society.
Post-Workshop Feedback
After the workshop, a feedback form was sent to all in-person attendees to assess what participants enjoyed, as well as discover actionable ways in which we can improve the event for next year. When asked what part of the workshop participants found most interesting, 88% responded that the reaction activity before lunch was the most useful, with the career panel coming in second at 50%. When considering what aspect of the workshop could be improved, participants suggested that information on how green chemistry can be used for inorganic or polymer/materials fields would be valuable, as most of the examples focused on organic syntheses and processes. Overall, 75% of participants ranked the workshop as a 4 or above out of 5, with 5 being very satisfied, indicating that majority of participants enjoyed the event.
Concluding Remarks
Ultimately, this workshop aimed to address a key requirement within the realm of green chemistry: the absence of sufficient green chemistry education, particularly at the graduate level. Our objective was to bridge the gap between what is learned in undergraduate courses and industry by offering this vital green chemistry workshop tailored to graduate students, thereby narrowing the knowledge gap in this field.
Due to the event’s success and the favourable feedback from the attendees, we plan to hold this workshop annually in the future. Additionally, the workshop was recorded and posted on our GreenChemUofT Youtube Channel, ensuring that everyone has free access to the valuable content in the future.
By Cici Chenyu Yue, Undergraduate student, Member-at-Large for the GCI
Given the urgent goal to reach net zero by 2050, many new carbon capture techniques have emerged in literature. One such promising method is Monoethanolamine (MEA) amine scrubbing due to its high capacity and usefulness at industrially relevant scales. In MEA amine scrubbing, MEA reacts with CO2 in the atmosphere to generate carbamate (RNHCOO–) and bicarbonate (HCO3–), two which are economically useful reagents. To return back to MEA, the carbamate must then go through a regeneration step in water, whereby the carbamate N-C bond is broken and CO2 is released. Unfortunately, this step requires high temperatures (110-130 °C) since the N-C bond is relatively strong. The formation of additional CO2 from this energy intensive step makes it key to lower the regeneration temperature for future industrial scale application.
One approach to temperature reduction is through solid acid catalysts (SACs); acidified metal compounds that accelerate the rate of CO2 desorption via proton or electron transfer. While these catalysts drastically lower the activation energy barrier, their effectiveness is limited by their poor surface area and porosity. To solve these issues, the authors of a recent work in Environmental Science & Technology took inspiration from metal organic frameworks (MOFs), materials that are renowned for their high surface area, and propose two-dimensional cobalt−nitrogen-doped carbon nanoflakes (Co–N–C NF).
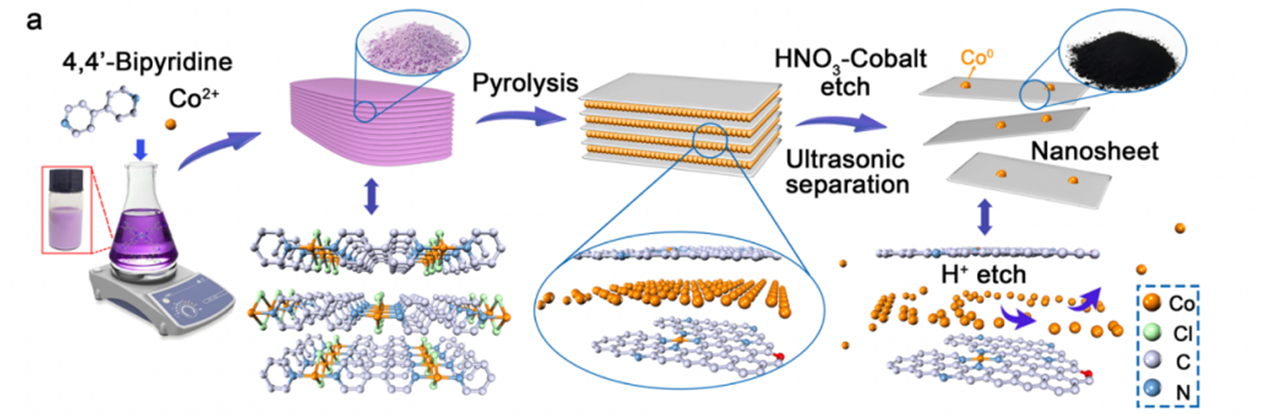
Synthetic pathway to create Co-N-C NF
To synthesize these materials, the authors first created a bulk MOF before pyrolyzing and exfoliating the material into a 2D sheet. Even after pyrolysis, Co–N–C NF retains the porosity of the original MOF material, resulting in high hydrophilicity and surface area. Additionally, strong cobalt-nitrogen bonding interactions within Co–N–C NF prevent MEA amino groups from stripping away the catalyst surface, which improves stability over many cycles. When incorporated into MEA carbon capture systems, Co–N–C NF was able to increase the overall CO2 absorption efficiency by 28%. Furthermore, during regeneration, the CO2 desorption rate was 281% higher than the noncatalytic process at 88°C. This allows Co–N–C NF to operate optimally under considerably lower temperatures than other counterparts, thus drastically improving its energy efficiency.
Co-N-C NF under Scanning electron microscopy – Notice the high porosity of the nanomaterials
This innovation in MEA carbon capture represents one of the many major steps that materials chemists have taken in the field of green chemistry. If this work was inspiring, be sure to check out our other blog posts and our website for more green chemistry content.
By Victoria Kirou, Department of Chemical Engineering – Undergraduate Teaching Laboratory Technician and GCI member at large
Chemistry and engineering, while distinct disciplines, converge on a shared commitment to sustainability and green chemistry. In exploring the differences between these fields, it becomes evident that the common ground lies in their dedication to addressing environmental challenges.
Lash Miller houses Engineering undergrads from 4 disciplines; Civil, Material Science, Engineering Science and most importantly Chemical. Students delve into analytical, inorganic, and organic chemistry theories akin to their chemistry counterparts. A fundamental unity emerges as both chemistry and chemical engineering students engage with the core principles of sustainability and green chemistry.
Contrary to the prevalent misconception associating Chemical Engineering solely with the oil and gas industry, the curriculum underscores a profound emphasis on sustainability. Across various engineering disciplines, a mandatory class focused on the environment highlights the role engineers play in mitigating environmental impact. The educational journey includes early exposure to green chemistry projects, with first-year undergraduates tackling group assignments centered on pressing environmental issues. These projects, such as investigating the impact of forest fires and proposing solutions, lay the foundation for a future generation of engineers attuned to environmental concerns.
As students progress through their academic years, they navigate projects that contribute to a sustainable future. Second-year Chemical Engineering students, for example, delve into the creation of biodiesel from renewable sources like corn and sunflower oil. This hands-on experience in the laboratory serves as a precursor to third-year labs, where students scale up their bench-scale biodiesel production to a pilot-scale, mirroring industrial processes. The final years of study culminate in Plant Design or Capstone projects, where students collaborate with industry clients on projects predominantly focused on the pharmaceutical, environmental, and metallurgy sectors. The common thread among these projects is a commitment to reducing greenhouse gases and emissions, showcasing the pivotal role of sustainability in engineering practices.
Furthermore, engineering undergraduates have the opportunity to pursue a Sustainability minor, further enhancing their understanding of green chemistry. Courses within this minor cover diverse topics, including Petroleum Processing, Environmental Pathways & Impact Assessment, Environmental Engineering, and Environmental Impact & Risk Assessment. This multidisciplinary approach ensures that future engineers are well-equipped to navigate the complexities of creating a sustainable future.
In conclusion, the integration of green chemistry and sustainability into the undergraduate engineering curriculum underscores a transformative shift toward a more environmentally conscious approach. As students engage with these principles, they become catalysts for change, contributing to a sustainable future and challenging the stereotypical associations of Chemical Engineering with traditional industries.
A Perspective from the ACS Sustainability Summit: Reimagining Chemistry Education.
By Francisco Yarur Villanueva, Graduate Student and Co-Chair of the Green Chemistry Initiative at the University of Toronto.
Goal of the Summit
The summit focused on reimagining chemistry education to include green chemistry and sustainability in the curriculum. Several panel discussions were held between educators and stakeholders, aimed at consolidating a long-lasting educational synergy that will advance the field of chemistry in the right direction (i.e., considering societal and environmental issues when developing new chemistries).
Re-Imagining Chemistry Education
The event started with a thought exercise around the question How do we re-imagine chemistry education? Some of the ideas that were voiced concerned the better engagement of students by relating topics in the curriculum to global issues that impact them directly. Others said that we should include topics on green and sustainable education from a younger age (e.g., K-12). My personal opinion is to re-imagine science, rather than chemistry, and the connections beyond. We tend to be so focused on our science that we forget how scientific advances and new technologies impact our society in realms including law, economics, and politics. The chemistry curriculum was developed >100 years ago and has not evolved to reflect the times we live in and the impact that science can have on society. For instance, the environmental impact of anthropogenic nitrogen (e.g., Haber-Bosch process and its relation to the production of Fertilizers) could be easily integrated in lectures covering the gas laws, illustrating the broader implications of processes in chemistry.
How do we re-imagine the chemistry curriculum?
Something that I have realized through my teaching duties is that one can feel uncomfortable teaching or explaining something that one doesn’t fully understand. I think that this issue lies in the teaching standards that we have in academia. When faced with difficult questions, academics are expected to know all the answers and showing hesitation or uncertainty is seen as a weakness. However, it is beneficial to both the student and the teacher to take time to reflect and come back with a more informed and accurate answer in a future lecture. Science is based on the premise that there are many things that we are uncertain about. Therefore, being uncertain about a topic should not be seen as a flaw, but rather as a teaching opportunity to demonstrate to students how the tools and knowledge that we have at hand can help solve complex questions and grand challenges.
To help bridge this confidence gap in teaching, the Green Chemistry Institute at the American Chemistry Society (ACS GCI), along with several instructors from over 45 institutions, have developed new teaching modules for the chemistry curriculum, which were presented at the Summit. These modules serve as tools for educators to help them integrate green and sustainable chemistry in the classroom, as well as to establish connections between these topics and global challenges. The modules are freely available on their website.
I hope that the use of these modules will rapidly increase as more educators come on board. This will increase teacher’s confidence in green chemistry subject matters, eventually translating into behaviour change to permanently improve the significance of the chemistry curriculum, which is what we ultimately need to create meaningful change in the right direction.
Why do we care about green chemistry and sustainability?
This is another question that sparked fruitful discussions at the Summit. At a first glance, the primary goal of green chemistry is to provide solutions to environmental issues. However, given that these issues are intricately intertwined with broader societal challenges, our impact is felt in many other global issues.
Chemistry can have significant societal implications, environmental justice being one of them, which was one of the topics discussed at the Summit. The inclusion of such topics in the curriculum will be essential to engage and connect students to the global context. Tackling global issues will require the education and inclusion of not only chemists and scientists but people from all backgrounds and locations around the world. This will allow us to bring in different perspectives on particular issues. Only then we will have the tools, knowledge, and understanding to harmoniously approach these big challenges.
What is the connection between education and industry?
Global environmental issues have urged industries to adopt greener and more sustainable practices. Hence, fresh expertise is required from the incoming workforce to tackle these new pressing challenges. There was an entire panel at the Summit focused on bridging industry and academia in this regard. The educational gap that disconnects industry from academia lies again in the fact that the chemistry curriculum has not been updated in decades. This translates into a lack of skills to approach the changing world as well as little awareness on the tools available to the chemist to tackle global challenges. As students, we must advocate for a system change, no matter what our career goal is. This is especially true for chemists because of the direct implications of our work towards humans and the environment. Once a system change is achieved, we will be well equipped to make the world a better place.
Most of the discussions revolved around re-imagining education at the high school and undergraduate levels, which encompass a large percentage of students. Nevertheless, there is still a knowledge gap when we look at students that are currently in graduate school (such as myself) and who are about to join the workforce, but have never received proper green and sustainable chemistry education/training. Graduate students require an immediate intervention in their education through free and accessible resources including courses and workshops. These initiatives will aid in filling in those missing skills and knowledge which are required in this changing world. In this regard, having an in-house Green Chemistry Initiative is essential to fill this gap and to preserve and foster the fresh, incoming green chemistry knowledge from undergraduate students.
To address the graduate student green chemistry knowledge gap, we (the student-led Green Chemistry Initiative at the University of Toronto) are developing a one-day green chemistry educational workshop for graduate students in collaboration with Beyond Benign. This interactive workshop aims to review the skills that graduate students will need for industry jobs as well as to provide tools and knowledge on how to use available resources (e.g., solvent selection guides, reaction design) for green chemistry research. We will also cover important topics about how to include green chemistry in teaching duties (TAing and tutorials for undergraduate students) and how to approach a supervisor to discuss research avenues in green chemistry. This hybrid event is scheduled to run for the first time this Spring and will be free of charge and open for international registration (see our website for more information).
Concluding remarks
We are facing an unprecedented climate and societal crises, and we are not prepared to address it. I strongly believe that a major educational transformation to include topics in green chemistry and sustainability will be paramount to create a paradigm shift towards more environmentally conscious science. Education is at the basis of all human behaviours and actions therefore, a disruptive change in the educational system is needed to upset the chaos generated by people taking ill-informed decision.
Green chemistry has quietly infiltrated our daily lives, bringing about significant transformations in commonplace items such as straws, cleaning products, and electronics. This article delves into the impact of green chemistry on these everyday products.
Straws
While plastics have undeniably revolutionized our lives, the escalating accumulation of plastic waste poses a severe threat to our natural environment. The fragmentation of plastic into microplastics further compounds the issue, entering the food chain and posing potential harm to human health.
Figure 1. Life cycle of microplastics and nanoplastics.1
In response, ongoing efforts have been directed towards improving the chemical composition of straws. A recent study explored the use of degradable seaweed-based straws as a sustainable alternative.2 The results indicated that alginate, a key component, offers excellent hygrostability and heat resistance. These seaweed-based straws exhibit natural degradability, presenting a promising solution that mitigates environmental threats.
Figure 2. Different types of reusable straws.3
Cleaning Products: Conventional vs “Green”
Conventional cleaning products frequently incorporate potent chemicals, many of which are carcinogenic. These substances often contain elevated levels of volatile organic compounds (VOCs) such as chlorinates, hydrocarbons, and formaldehyde. Extensive studies on VOCs have elucidated their harmful effects on human health, particularly concerning respiratory issues.4,5 Furthermore, VOCs are associated with notable environmental concerns due to their propensity to engage in reactions that yield harmful by-products, exacerbating the adverse impact on the environment. A significant VOC-related reaction involves the formation of ground-level ozone through a photochemical process, as depicted in Fig. 3. Additionally, these reactions can result in the production of secondary organic aerosols (SOAs), peroxyacetyl nitrate (PAN), and acrolein, all of which contribute to respiratory distress.
Figure 3. Oxidation of VOCs in the presence of NOx, leading to the formation of ground-level ozone.6
On the other hand, “green” cleaning products, often plant-based, utilize natural enzymes to break down grease and dissolve debris. A recent study on the air quality impact of cleaning products and air fresheners found that VOC emissions were higher in conventional cleaning products compared to their “green” counterparts.7 This study suggests that using “green” cleaning products may potentially reduce exposure to VOC emissions, thereby promoting better indoor air quality.
Figure 4. Conventional (left) and “green” (right) cleaning products.8,9
Electronic and Gadgets
In our technology-driven era, electronics have evolved from optional to essential. However, the surge in electronic waste has raised concerns. Historical manufacturing materials, including lead-based solder, non-biodegradable plastics, and hazardous flame retardants, contribute to environmental pollution. Efforts have been made to replace these harmful materials, as evidenced by a study integrating degradable polymeric materials like poly(lactic acid) (PLA) into disposable electronic devices.10 The study focused on PLA/ZIF-8 nanocomposites, demonstrating their suitability for disposable electronics. Burning these nanocomposites releases N2 and NH3 gases, diluting ignitable gases and reducing flammability, thus lowering the risk of destructive fires. Importantly, the gases emitted are less environmentally harmful, contributing to the development of safer materials.
Figure 5. Flame retardant mechanism for nano ZIF-8 particles (NZP).10
Green chemistry emerges as a catalyst for positive change, reducing exposure to toxic chemicals and lessening the environmental footprint of everyday products. As society continues to embrace green chemistry principles, we edge closer to a more sustainable and eco-friendly future.
References
Lamichhane, G.; Acharya, A.; Marahatha, R.; Modi, B.; Paudel, R.; Adhikari, A.; Raut, B. K.; Aryal, S.; Parajuli, N. Microplastics in Environment: Global Concern, Challenges, and Controlling Measures. International Journal of Environmental Science and Technology2022, 20 (4), 4673–4694. DOI:10.1007/s13762-022-04261-1.
Liu, Y.; Wei, T.; Xie, W.; Yuan, Y.; Wang, Y.; Qin, Y.; Ma, M.; Sun, Q.; Li, M.; Xie, F. Preparation of Green and Degradable Seaweed-Based Straws by Directional Diffusion Assembly as a Plastic Substitute. ACS Sustainable Chemistry & Engineering2023. DOI:10.1021/acssuschemeng.3c05210.
Dumas, O.; Le Moual, N. Damaging Effects of Household Cleaning Products on the Lungs. Expert Review of Respiratory Medicine2019, 14 (1), 1–4. DOI:10.1080/17476348.2020.1689123.
Vu, T. V.; Ondracek, J.; Zdímal, V.; Schwarz, J.; Delgado-Saborit, J. M.; Harrison, R. M. Physical Properties and Lung Deposition of Particles Emitted from Five Major Indoor Sources. Air Quality, Atmosphere & Health2016, 10 (1), 1–14. DOI:10.1007/s11869-016-0424-1.
Koppmann, R. Chemistry of Volatile Organic Compounds in the Atmosphere. Hydrocarbons, Oils and Lipids: Diversity, Origin, Chemistry and Fate2020, 1–12. DOI:10.1007/978-3-319-54529-5_24-1.
Temkin, A. M.; Geller, S. L.; Swanson, S. A.; Leiba, N. S.; Naidenko, O. V.; Andrews, D. Q. Volatile Organic Compounds Emitted by Conventional and “Green” Cleaning Products in the U.S. Market. Chemosphere2023, 341, 139570. DOI:10.1016/j.chemosphere.2023.139570.
By Jacob Przywolski, MSc in the Seferos group at the University of Toronto and GCI member at large
The future is going to be run on hydrogen fuels, or at least that is what many scientists are hoping to accomplish. Imagine a world where fossil fuels and their by-products won’t be filling the sky due to commuting cars in the mornings and evenings, and instead make odor-less water. Or imagine if your whole home could be powered by a hydrogen-filled crystal like in the movie Glass Onion, but much less explosive and more realistic. Now of course, these ideas are just highly idealized versions of using hydrogen as fuel, but many scientists have in fact expressed their thoughts that hydrogen is the ‘Holy Grail’ of green energy.1
Before any of this can happen, there are many factors that must be solved such as hydrogen production. The current method to make hydrogen through steam-methane reformation, which is cheap but is not environmentally friendly. It involves heating water and methane at high pressures to make hydrogen, but also releases carbon dioxide and carbon monoxide as by-products.2 Therefore, current research focuses on new methods of producing hydrogen so that one day we can replace the steam-methane reformation process.
The focus in chemistry for investigating this problem is largely through photocatalysis. This involves making molecular architectures which mimic photosynthesis – the conversion of light into chemical energy. These are made up of what are known as donor-acceptor architectures, where light can cause an electron to transfer from a photosensitizer to a catalyst, thus powering the hydrogen production reaction.
There are lots of research examples about these types of systems, such as exploring different catalysts (which are often Co-based) and different photosensitizers,3 in small molecule systems. Earlier examples include metal-based photosensitizers like Ru(bpy)3 (Figure 1a) because of their amazing light absorbing properties,4 but research has shifted towards cheaper and more environmentally friendly alternatives like organic dyes such as xanthenes instead (Figure 1b).5
Figure 1. (a) Linked metal photosensitizer-cobaloxime photocatalyst systems.4 (b) Free xanthene-based organic dye photosensitizer system showing a simplified photocatalytic process for hydrogen production with cobaloximes.5
A problem with these small molecules is that they may have issues with long-term stability and are harder to recycle. Therefore, there is a focus in making heterogeneous systems with high surface areas for this task instead, and there have been a lot of cool examples for this in the literature. A simple example (which isn’t really heterogeneous) is a water-soluble polymer with Co porphyrin catalysts as side chains and nearby CdSe nanoparticles as photosensitizers (Figure 2a).6 Another example are nanorods surrounded by BODIPY photosensitizers and cobaloxime catalysts held in close-contact with eachother (Figure 2b).7 One last example are conjugated covalent organic frameworks with high porosity and anchor sites for platinum nanoparticle catalysts to link to (Figure 2c).8
Figure 2. (a) A polymer system with appending Co porphyrins as catalysts with CdSe nanoparticle photosensitizers.6 (b) A crystallizable nanorod photocatalyst system with a corona featuring BODIPY photosensitizers in close-contact with cobaloxime catalysts.7 (c) A 2D covalent organic framework with anchored Pt-based nanoparticles.8
As research in this area continues, we are sure that more researchers will continue to come up with new and more innovative ways of producing green hydrogen, so that we can one day come up with a solution for removing steam-methane reformation once and for all!
References
(1) Dempsey, J. L.; Brunschwig, B. S.; Winkler, J. R.; Gray, H. B. Hydrogen Evolution Catalyzed by Cobaloximes. Acc. Chem. Res.2009, 42 (12), 1995–2004. https://doi.org/10.1021/ar900253e.
(3) Yang, L.; Fan, D.; Li, Z.; Cheng, Y.; Yang, X.; Zhang, T. A Review on the Bioinspired Photocatalysts and Photocatalytic Systems. Advanced Sustainable Systems2022, 6 (5), 2100477. https://doi.org/10.1002/adsu.202100477.
(4) Dolui, D.; Khandelwal, S.; Majumder, P.; Dutta, A. The Odyssey of Cobaloximes for Catalytic H 2 Production and Their Recent Revival with Enzyme-Inspired Design. Chem. Commun.2020, 56 (59), 8166–8181. https://doi.org/10.1039/D0CC03103H.
(5) Lazarides, T.; McCormick, T.; Du, P.; Luo, G.; Lindley, B.; Eisenberg, R. Making Hydrogen from Water Using a Homogeneous System Without Noble Metals. J. Am. Chem. Soc.2009, 131 (26), 9192–9194. https://doi.org/10.1021/ja903044n.
(6) Xie, L.; Tian, J.; Ouyang, Y.; Guo, X.; Zhang, W.; Apfel, U.-P.; Zhang, W.; Cao, R. Water-Soluble Polymers with Appending Porphyrins as Bioinspired Catalysts for the Hydrogen Evolution Reaction. Angew. Chem. Int. Ed.2020, 59 (37), 15844–15848. https://doi.org/10.1002/anie.202003836.
(7) Tian, J.; Zhang, Y.; Du, L.; He, Y.; Jin, X.-H.; Pearce, S.; Eloi, J.-C.; Harniman, R. L.; Alibhai, D.; Ye, R.; Phillips, D. L.; Manners, I. Tailored Self-Assembled Photocatalytic Nanofibres for Visible-Light-Driven Hydrogen Production. Nat. Chem.2020, 12 (12), 1150–1156. https://doi.org/10.1038/s41557-020-00580-3.
By Shine Huang, PhD. Student in the Tran Research Group at the University of Toronto and GCI Website + Blog Executive
Solar cells harness the power of the sun to generate electricity and are a key technology in the field of renewable energy. However, many people are unaware that chemists can also harness the power of light for reactions through photochemistry.
Photochemistry is an enormous field with many different reactions. Some photochemical reactions substitute high heats or dangerous chemicals with moderate conditions. Other photochemical reactions generate molecules that are impossible to achieve through conventional means. The flexibility and ease of activation of photochemistry means it plays a surprisingly large role in everyday life.
For instance, when Retinal, an organic molecule found in eyes, transforms when exposed to light. In animals, this transformation in structure is detected by multiple proteins which ultimately results in vision.1 A more industrially relevant example would be the usage of UV light to synthesise gamma-caprolactame, the building block of nylon.2
However just like a solar panel needs silicon to transform light into electricity, many photochemical reactions require the usage of a catalyst to help convert the light energy into a chemical transformation. Traditionally, inorganic catalysts with metals like iridium and ruthenium are used for these reactions. While these metals exhibit extremely high performance, their relative scarcity means prices are high. Furthermore, these metals are also quite toxic and environmentally detrimental since they need to be mined out of the earth. Organic photocatalysts seem like a natural solution but have the disadvantage of requiring many synthetic steps to create. This means more time, more waste, and more money. Therefore, the odds are stacked; how can chemists develop photocatalysts that are non-toxic, organic, and essentially premade?
Figure 1: Methylene blue dye and it’s chemical structure. Image Credit: FreeProd33 / Shutterstock
We can turn to nature and the wonderful world of dyes for the answer. On the surface, organic dyes are colorful and bright but dig a little deeper and you come upon extremely complex conjugated molecules. This highly conjugated structure is what allows these molecules to emit and absorb color but also makes these molecules highly reactive when exposed to light. Under light exposure, dyes can form radicals or other reactive intermediates which can be exploited for a variety of different reactions.3
For instance, methylene blue, a commercial blue dye, can oxidize boronic acids into alcohols.4 Alternatively, Eosin Y, a commercial red ink, can catalyze C-H activation; a remarkably difficult reaction to achieve even with conventional metal catalysts.5 Impressively, a Quinolidine salt, used for yellow coloring, was able to generate aryl halides at a yield and rate that exceeded ordinary industrial processes.6
Figure 2: Examples of synthetic organic photocatalysts and organic dyes. See the similarity in structure?
With a multitude of other possible dyes and photo reactions to explore, the field of photocatalytic organic dyes is ripe for further exploration. As such, be on the lookout for more photocatalytic organic dyes making an impact on green chemistry!
By Hana El-Haddad, GCI Chair and undergraduate student researcher in the Morris Group at the University of Toronto
After 3 years, the Green Chemistry Initiative (GCI) at the University of Toronto is proud to announce that our symposium is coming back!
Figure 1. Introducing the 8th Annual GCI Symposium! To get your tickets, scan the QR code on the bottom left.
The two-day event, titled “Designing a Green Future: Opportunities for Green and Sustainable Chemistry”, aims to revisit the fundamental principles of green chemistry and explore how to better guide new developments in the field. The event also sparks discussion on the barriers surrounding the application of sustainable research practices, especially as our chemistry community re-emerges from the depths of the pandemic.
In our post-COVID world, the GCI’s symposium seeks to break down the pandemic-imposed communication barriers by connecting students, post-doctoral fellows, and faculty members interested in green chemistry with current leaders in the field. Through the symposium, the GCI will facilitate discussions surrounding recent advances in green chemistry research and implementation, allowing our attendees to reflect on the future of sustainable research practices.
Main Themes to Expect:
An outlook for green chemistry research in various subfields in chemistry (organic, photocatalysis, CO2 capture and utilization, water decontamination, use of biomass and renewable sources for materials)
Non-academic avenues in green chemistry
Green chemistry education in undergraduate curricula
Green chemistry education in graduate studies and beyond
Highly Anticipated Highlights:
A hands-on case study
A research poster session (three prizes to be distributed during a wine and cheese event)
Coffee breaks with our sponsors
Networking-centered events
Seminar talks on Green and Sustainable innovations in industry
A student-guided panel with speakers on how to bridge the gap between industry and academia
Can’t attend in person? Virtual attendance is possible for a discounted price.
Introducing our Symposium Committee
The GCI is excited to introduce the 2023 Symposium Committee! The Symposium Committee has been working tirelessly to ensure this year’s symposium is the best yet.
The 2023 GCI Symposium Committee: Top: Lea Goutal, Bryton Varju, Guillermo Lozano Onrubia; Middle: Mina Stefanovic, Eloi Grignon, Nina-Francesca Farac, Soumyajit Mitra; Bottom: Hanxi MacIlquham, Peter Liu, Samihat Rahman.
… and Francisco Yarur! Our Committee Chair.
Symposium Q&A with the GCI Committee Chair, Francisco:
Q: What inspired the title, “Designing a Green Future: Opportunities for Green and Sustainable Chemistry”?
A: I was aiming to have the words “design” and “opportunities” in the title of the symposium. The first word refers to the fact that we (young researchers) can equip ourselves with tools to inform the design of a greener future. The latter word intends to highlight the existing opportunities in the field, meaning that we don’t have to start our design from scratch and can build on these big challenges with our toolkits.
Q: What are you looking forward to most during the symposium?
A: I look forward to hearing what attendees have in their minds when they think about green and sustainable chemistry and how these ideas might shift after attending the symposium.
Q: What do you hope to achieve through the symposium?
A: I want to provide attendees with thought-provoking discussions so they can expand their knowledge and their environmentally conscious toolbox. If a couple of students take the lessons learned from the symposium and share them in their research labs or teaching activities, I’ll consider the event a success.
Q: What is your favourite green chemistry principle?
A: My favourite green chemistry principle is Atom Economy because it is one of the few principles I have not been able to improve in my research. I crave atom economy and so I keep my eyes on the prize.
Q: What is a must-see location on campus that our audience must visit?
A: If they are still on the trees, then the blossoms on the Cherry trees at the corner of Huron Street and Harbord Street in front of Robarts Library are must-see. Otherwise, Hart House is always a good one. It is a symbol of UofT’s rich cultural and artistic heritage and has an art museum that is open on weekdays.
Interested in learning more? Feel free to email Francisco or the GCI.
Want to get involved? Here is a link to our sign-up form (volunteering is open to UofT students only).
By Karolina Rabeda, Ph.D. student in the Lautens Group at the University of Toronto and a GCI Member-at-Large
As society continues to develop and our global population increases, so have the number of resources we consume and the amount of waste we produce. Ideally, we would have some sort of balance between production and consumption; however, since the 1700s we have been consuming far more natural resources than we are replacing. Unsurprisingly, our greediness is implicated in horrific global impacts, with one example being the destruction of the ozone layer. We’ve managed to destroy the ozone layer through human activity, such as burning fossil fuels that come from industrial plants or just driving around town.1 As mentioned, this is just one of many examples of how human activity has had a negative impact on the Earth. Rather than pointing fingers and trying to assign blame to the biggest culprits, the United Nations (UN) has developed 17 Sustainable Development Goals (SDGs) to help the world understand what actions we need to collectively take to be better for the Earth (Figure 1).2 The idea is that if we are aware of these issues, we will choose more sustainable options and try to put them into action. If this is the case, then the UN believes we will be closer to ending poverty and protecting the planet by the end of 2023.2
Figure 1. The UN Sustainable Development Goals to support the 2030 Agenda for Sustainable Development.2
With such a big goal, everyone needs to take action. Thankfully, the chemistry community has been interested in this challenge for a few decades already. As many chemists may already know, our idea of Green Chemistry typically comes from the ’12 Principles of Green Chemistry’ (PGC) introduced by P. Anastas and J. Warner in 1980 (Figure 2).3,4 The 12 PGCs essentially outline the most important things for chemists to consider when designing a reaction or synthetic plan. For example, by developing more selective reactions that require more mild conditions – the goal of almost every synthetic chemist – the amount of energy used and waste produced during the reaction would be reduced.3 Not only would this type of reaction be more attractive from a synthetic perspective but of course from a green chemistry perspective as well.
Figure 2. The 12 Principles of Green Chemistry.3
Hopefully, it is easy to now recognize that the UN Sustainable Development Goals and 12 Green Chemistry Principles seek to achieve the same objective: to create a more sustainable, less toxic, and safer world. With that being said, we can see direct relations between chemistry and the PGCs to at least 7 of the 17 SDGs: zero hunger (goal 2), good health and well-being (goal 3), clean water and sanitation (goal 6), affordable and clean energy (goal 7), industries, innovation, and infrastructure (goal 9), responsible consumption and production (goal 12), and climate action (goal 13).5
Goals 2 and 3: Chemistry is instrumental to agriculture and food production. Using sustainable and less toxic methods to make the food we consume, not only will lower the negative global impact that food production can have, but it will also help to nourish more people, especially those in need (PGC 4 & 7).
Goal 6: Dirty natural waters are primarily the result of excessive amounts of waste. The best way to remove waste is to not produce it (PGC 1).
Goal 13: Developing catalysts for essential transformations that use mild conditions and consume unwanted side products to make useful products, for example repurposing carbon dioxide (greenhouse gas) to methanol (valuable synthon in industry).
While the UN Sustainable Development Goals do not apply exclusively to chemists, we as a community can recognize how instrumental our role is in helping to achieve them, while using the 12 Principles of Green Chemistry to guide our design plan.
(4) Anastas, P. T.; Warner, J. C. Green Chemistry: Theory and Practice, Oxford University Press: New York, 1998, p.30. By permission of Oxford University Press.
By Victor Lotocki, Ph.D. Student in the Seferos Research Group at the University of Toronto
It isn’t a surprise that the world has a plastic problem that impacts human and environmental health, yet we continue to over-rely on the material. In Canada, for example, plastic is found in 95% of manufactured goods, most of which are single-use.1 Recognizing the issue, in October 2020, Canada’s Minister of Environment and Climate Change announced the government’s plan to achieve zero plastic waste by 2030.2 Since only 9% of plastics are recycled in the country, Canada’s Zero Plastic Waste Agenda emphasizes ramping up recycling regulation and technology, and critically, many common single-use plastics including plastic checkout bags, straws, stir sticks, six-pack rings, and cutlery were also promised to be banned. Unfortunately, a recent report from Environmental Defense revealed that the Government of Canada will need to institute new substantial measures to increase the prevention, reuse, and recycling of plastics, as a million tonnes of waste will continue to be generated even in the best-case scenario.3 Due to current difficulties in managing its recycling as well as the dangers it poses to human and environmental health, polystyrene is a particularly relevant target for new recycling strategies and regulatory action.
Polystyrene is the most common waste item found in the South Atlantic, Indian, as well as Pacific oceans, where it accumulates in the Great Pacific Garbage Patch.4 More concerning is that of the major plastic pollutants, which also include polyethylene and polyethylene terephthalate, polystyrene is the fastest to degrade into microplastics,5 which have been linked to oxidative stress, inflammation, and metabolic disorders in humans.6 Styrene monomers and oligomers, which are anticipated carcinogens, in particular, have been found to leech out of polystyrene microplastics.7 This issue is also found closer to home. For example, in Lake Ontario, researchers have found an alarming 760 particles per kilogram of sediment sampled, with each of these particles being larger than 2 mm.8
Most polystyrene comes in the form of expanded polystyrene foam, which includes Styrofoam, and is notoriously difficult to recycle, with about 10% of it being recycled overall in Canada. What’s more, only 35% of communities within Canada even collect polystyrene, to begin with.9 Currently, the only province or territory in Canada in which every locality collects Styrofoam products is British Columbia, while most others vary by region.3 Manitoba and Prince Edward Island don’t collect polystyrene, while Nunavut has no plastic collection program in place at all. One of the challenges in collecting Styrofoam relates to its low density. Since most of its volume is air, it would take up a lot of space that could more efficiently be filled using denser plastics, and it could break apart in transit, contaminating other recyclables. As a result, many regions cannot justify the cost required for collection. Here in Toronto, we even have to pay companies such as to collect our polystyrene waste.9
Another issue with polystyrene, along with other common plastics, is in its starting material sourcing. The production of polystyrene is strongly tied to the petroleum industry, as the two key starting reagents, benzene, and ethylene, are generated from it through methods including steam cracking and catalytic reformation.10 Benzene is alkylated with ethylene in an acid-catalyzed reaction to form ethylbenzene, typically in the liquid phase with AlCl3 or zeolitic catalysts. Then, styrene is produced from ethylbenzene through catalytic dehydrogenation, before finally being polymerized into polystyrene. As over 99% of global ethylbenzene is used in this process, the production of the two is strongly linked.11 Overall, the manufacture of polystyrene is unsustainable from the very beginning of the process as it involves the emission of greenhouse gases and other pollutants (Figure 1). However, polystyrene production will be difficult to ramp down as it’s very cheap and will continue to be economical as long as crude oil and natural gas are in demand.
Figure 1. Synthesis of polystyrene from petroleum industry-sourced benzene and ethylene.
The other major issue associated with expanded polystyrene foam recycling stems from the fact that its lightweight cellular structure cannot be easily reproduced following the more common mechanical recycling methods; therefore, we need to turn to other methods for recycling. Pyrolysis, or thermal degradation, is the most widely studied form of degradation for plastics, and its advantages include being able to handle more contamination than mechanical recycling.12 Polystyrene pyrolysis is typically conducted at 350–700 °C, and more than 90% of the material by weight is consistently retained.10 Most of the material yielded by pyrolysis consists of styrene monomers and oligomers, allowing for reuse after repolymerization (Figure 2). The rate-determining step for the degradation of polystyrene through pyrolysis is β-scission on the polymer chain. However, this is mostly true for polystyrene containing many branching points, typically produced through radical polymerization. For higher-grade linear polystyrene synthesized using methods such as anionic polymerization or controlled radical polymerization, decomposition begins with scission at the chain end, generating the necessary radicals for further decomposition. Unfortunately, polymers with fewer branching points are also more thermally resistant, so they require higher temperatures, and therefore more energy-intensive conditions, for chains to begin breaking down.
Figure 2. Thermal degradation of polystyrene. Reproduced from reference [10].
Although public facilities may be lagging behind, a few Canadian start-ups have fortunately stepped forward to try and tackle the polystyrene recycling problem. GreenMantra is a Brantford, Ontario-based start-up which has patented a method for the catalytic depolymerization of polystyrene using pyrolysis. Their recovered styrene monomers and other styrenic by-products have found commercial applications after repolymerization.13 In 2019, GreenMantra reached a joint development agreement with INEOS Styrolution and has begun providing their degraded polystyrene to replace a portion of INEOS Styrolution’s feedstock in manufacturing plastic goods, thereby creating a closed polystyrene cycle.14 More recently, INEOS Styrolution has also collaborated with Agilyx, based in Oregon, to open up a polystyrene recycling plant in Illinois that will be capable of recycling polystyrene contaminated with food back into food-grade plastics.15 In Montreal, Pyrowave is a company that uses a similar catalytic decomposition process but heated with microwave reactors that effectively decontaminate polystyrene from food and other organics, in forming styrene monomers for further use.16
Polystyvert is another Montreal-based company that has developed a rather different, yet arguably more effective way of recycling polystyrene. Instead of degrading it, Polystyvert uses cymene, an essential oil, which dissolves polystyrene, but not other contaminants that can then be filtered out.17 After separating the polystyrene from cymene using a patent-pending technology, the cymene can itself be recycled for later dissolution. Since dissolution only affects the state and not the chemical structure of polystyrene, the recycled material has virtually identical properties to the original product, and it can be re-foamed with a blowing agent. Crucially, this technology could address one of the largest current issues with expanded polystyrene foam recycling – the size and low density of the material. Immersing the material at the point of collection, or more realistically at the sorting facility, could give the economical impetus for polystyrene waste management needs.
All in all, green chemists are making decent progress in tackling the issues of polystyrene recycling. What’s left is for Canadian regulation to catch up. Right now, only British Columbia, Ontario, and Quebec have plans for systems that can reliably measure the amount of plastic waste that is collected, sorted, and sent to processing facilities, yet only Quebec has set targets for the amount of recycled material that should be used in new products.3 More importantly, the industrial sector, which is responsible for most plastic packaging waste, is not currently subject to legislation making it responsible for its own plastic products.
(4) Eriksen, M.; Lebreton, L. C. M.; Carson, H. S.; Thiel, M.; Moore, C. J.; Borerro, J. C.; Galgani, F.; Ryan, P. G.; Reisser, J. Plastic Pollution in the World’s Oceans: More than 5 Trillion Plastic Pieces Weighing over 250,000 Tons Afloat at Sea. PLOS ONE2014, 9 (12), e111913. https://doi.org/10.1371/journal.pone.0111913.
(5) Biber, N. F. A.; Foggo, A.; Thompson, R. C. Characterising the Deterioration of Different Plastics in Air and Seawater. Mar. Pollut. Bull.2019, 141, 595–602. https://doi.org/10.1016/j.marpolbul.2019.02.068.
(6) Yee, M. S.-L.; Hii, L.-W.; Looi, C. K.; Lim, W.-M.; Wong, S.-F.; Kok, Y.-Y.; Tan, B.-K.; Wong, C.-Y.; Leong, C.-O. Impact of Microplastics and Nanoplastics on Human Health. Nanomaterials2021, 11 (2), 496.
(7) Kwon, B. G.; Koizumi, K.; Chung, S.-Y.; Kodera, Y.; Kim, J.-O.; Saido, K. Global Styrene Oligomers Monitoring as New Chemical Contamination from Polystyrene Plastic Marine Pollution. J. Hazard. Mater.2015, 300, 359–367. https://doi.org/10.1016/j.jhazmat.2015.07.039.
(8) Ballent, A.; Corcoran, P. L.; Madden, O.; Helm, P. A.; Longstaffe, F. J. Sources and Sinks of Microplastics in Canadian Lake Ontario Nearshore, Tributary and Beach Sediments. Mar. Pollut. Bull.2016, 110 (1), 383–395. https://doi.org/10.1016/j.marpolbul.2016.06.037.
(10) Li, H.; Aguirre-Villegas, H. A.; Allen, R. D.; Bai, X.; Benson, C. H.; Beckham, G. T.; Bradshaw, S. L.; Brown, J. L.; Brown, R. C.; Cecon, V. S.; Curley, J. B.; Curtzwiler, G. W.; Dong, S.; Gaddameedi, S.; García, J. E.; Hermans, I.; Kim, M. S.; Ma, J.; Mark, L. O.; Mavrikakis, M.; Olafasakin, O. O.; Osswald, T. A.; Papanikolaou, K. G.; Radhakrishnan, H.; Sanchez Castillo, M. A.; Sánchez-Rivera, K. L.; Tumu, K. N.; Van Lehn, R. C.; Vorst, K. L.; Wright, M. M.; Wu, J.; Zavala, V. M.; Zhou, P.; Huber, G. W. Expanding Plastics Recycling Technologies: Chemical Aspects, Technology Status and Challenges. Green Chem.2022, 24 (23), 8899–9002. https://doi.org/10.1039/D2GC02588D.
(12) Davidson, M. G.; Furlong, R. A.; McManus, M. C. Developments in the Life Cycle Assessment of Chemical Recycling of Plastic Waste–A Review. J. Clean. Prod.2021, 293, 126163.
(13) Di Mondo, D.; Scott, B. Reactor for Treating Polystyrene Material. U.S. Patent 11,072,676.